
Ang pula nga buton mao ang emergency stop button. Pindota kini nga switch ug ang himan sa makina mohunong. Kasagaran, kini gipugos sa usa ka emerhensya o aksidente nga kahimtang.

Pagsugod sa pinakawala. Ang sukaranan nga kahulogan sa upat ka mga buton mao ang
1 Ang awtomatikong operasyon sa programa nagtumong sa paggamit sa awtomatikong operasyon sa programa sa pagproseso sa programa. Kini usa ka komon nga pagproseso. Niini nga kahimtang, ang operator kinahanglan lamang nga i-clamp ang produkto ug dayon pindota ang buton sa pagsugod sa programa.
2 Ang ikaduha mao ang buton sa pag-edit sa programa. Sa panguna gigamit alang sa pag-edit sa mga programa
3 Ang ikatulo mao ang MDI mode, nga kasagarang gigamit sa manual nga pag-input sa mugbong mga code sama sa S600M3
Ang 4 DNC mode kasagarang gigamit alang sa pagkonektar sa pagproseso sa linya

Kining upat ka butones gikan sa wala ngadto sa tuo
1 Button sa pag-reset sa programa, gigamit alang sa operasyon sa pag-reset
2 Fast feed mode, pindota kini nga buton para makalihok dayon gamit ang katugbang nga axis
3 Hinay nga pagpakaon, pindota kini nga buton ug ang himan sa makina hinayhinay nga molihok sumala niana
4 Button sa handwheel, pindota kini nga buton aron maoperahan ang handwheel

1 Button sa pagsugod sa programa
2 Ang mando sa lock sa makina, pindota kini nga buton ug ang himan sa makina ma-lock ug dili molihok. Gigamit alang sa pag-debug
3 Dry run, kasagaran gamit ang machine lock command, nga gigamit sa pag-debug sa mga programa.
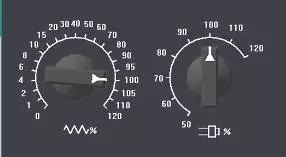
Ang switch sa wala gigamit sa pag-adjust sa feed rate. Ang naa sa tuo mao ang buton sa pag-adjust sa tulin sa spindle

Gikan sa wala ngadto sa tuo, sila ang buton sa pagsugod sa siklo, paghunong sa programa, ug paghunong sa MOO sa programa.

Kini nagrepresentar sa katugbang ug spindle. Kasagaran, ang mga himan sa makina walay 5-axis ug 6-axis. Mahimo nimong ibaliwala kini.
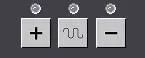
Gigamit aron makontrol ang paglihok sa himan sa makina. Pindota ang yawe sa tunga aron makaon dayon.

Sila mao ang spindle sa unahan, spindle stop, ug spindle reverse.

Ang mga himan sa Xinfa CNC adunay mga kinaiya sa maayo nga kalidad ug ubos nga presyo. Para sa mga detalye, palihog bisitaha ang:CNC Tools Manufacturers - China CNC Tools Factory & Suppliers (xinfatools.com)

Digital ug alphanumeric panel, dili na kinahanglan nga ipasabut kini, sama sa keyboard sa usa ka mobile phone o computer.
Ang POS key nagpasabot sa coordinate system. Pindota kini nga yawe aron makita ang relatibong coordinate, absolute coordinate ug machine tool coordinate system.
Ang ProG mao ang yawe sa programa. Ang katugbang nga operasyon sa programa sa kasagaran kinahanglan nga operahan sa paagi sa pagpindot niini nga yawe.
Ang OFFSETSETTING gigamit sa pag-set sa coordinate system tool setting.
Ang shift mao ang shift key.
Ang CAN mao ang cancel key. Mahimo nimong ipadayon kini nga yawe aron kanselahon ang sayup nga sugo.
Ang IUPUT mao ang input key. Kini nga yawe gikinahanglan alang sa kinatibuk-ang data input ug parameter input.
SYETEM system key. Panguna nga gigamit sa pagtan-aw sa mga setting sa parameter sa sistema.
Ang MENSAHE kay nag-una sa pagdali sa impormasyon.
CUSTOM graphic parameter nga sugo.
Ang ALTEL mao ang puli nga yawe nga gigamit sa pag-ilis sa mga panudlo sa programa.
Ang insert mao ang insert nga instruksiyon nga gigamit sa pagsal-ot sa program code.
Ang pagtangtang kay gigamit sa pagtangtang sa code.
Importante kaayo ang RESET. Kini kasagarang gigamit sa pag-reset, paghunong sa programa ug paghunong sa pipila ka mga instruksyon.
Ang mga buton sa batakan nahuman. Kinahanglan ka nga magpraktis og dugang sa site aron masinati sila.
Oras sa pag-post: Hul-21-2024


